

緩進給磨削之所以被稱為高效精(jīng)密(mì)加工的利器(qì),主要因(yīn)為其具有磨削(xuē)效率高、加工精(jīng)度(dù)高以及表麵粗糙度低的特點。
首先,緩進給(gěi)磨削的磨削效率高。由於砂輪與工件(jiàn)的接觸弧長,金屬切除(chú)率高(gāo),使得粗磨和精磨可以在一道工序中(zhōng)完成,生(shēng)產效率比普通磨削高出3~5倍12。這意味著在相同的時間(jiān)內,緩進給(gěi)磨削可以完成更多的工作量(liàng),從而提高了(le)整體的生產效率。
其次,緩進給磨削的加工精度高。由於進給速度低,磨屑厚度(dù)薄,單顆磨粒所承受的磨削力小,這使得(dé)磨粒不易磨損和破(pò)碎脫落,從而保持了(le)砂(shā)輪的廓形穩定性。此外,接觸弧長還可以使磨削振動衰減、減少顫振(zhèn),進一步提高了加工精度。因此,緩進給磨削能夠加(jiā)工出更高質量的零件,滿足對精度要求(qiú)極高的工件加工需求。
最後,緩進給磨削的表麵粗糙度低。由於磨削過程(chéng)中砂輪與工件之間的相對運動平穩,以及磨削力的均勻分布,使得加(jiā)工後(hòu)的工件表(biǎo)麵粗糙度(dù)Ra可以達到(dào)0.2~0.4μm甚至更(gèng)低。這種低表麵(miàn)粗糙度不僅(jǐn)提高了工件的美觀度,還增強了其使用性能和壽命。
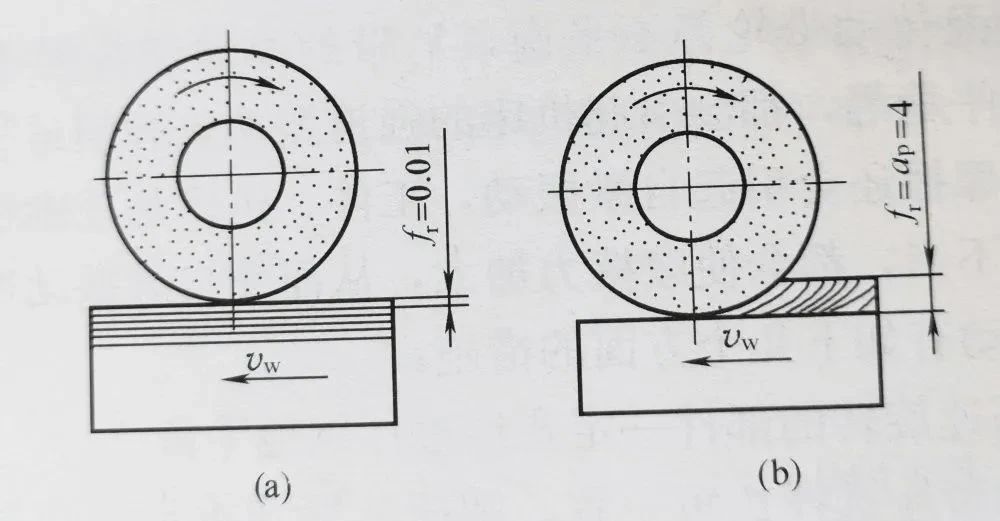
什麽是緩進給磨削?緩(huǎn)進給磨削(xuē)是一種高(gāo)效的磨削方式,又稱背吃刀量緩進給磨削或蠕動磨削。它采(cǎi)用(yòng)較大的背吃刀量與較小的工作進給量,以實(shí)現穩定的加工(gōng)效果。與普通磨削相比,緩進給磨削的背吃刀量可(kě)達1~30mm,約為普通磨削的100~1000倍,而工作進給速度約為(5~300)mm/min。通過一次或數次行程,即可達到理想的尺寸和(hé)形狀精度。磨澳這種磨削方式適用於加工高硬度、高韌性材(cái)料,如耐熱合金鋼、不鏽(xiù)鋼、高速鋼等,尤其(qí)適用於形麵和溝槽的加工。其加工精度可達2~5μm,表麵粗糙度可達Ra(0.63~0.16)μm,加工效率較普通磨削更優,因此在精密製造行業得到廣泛應用。緩進給磨削(xuē)的主要特點:1.高效去除金屬,提高加(jiā)工效(xiào)率緩進(jìn)給磨削(xuē)采用較大的背吃刀量(liàng),使砂輪與工件的接觸弧長增加,從(cóng)而提(tí)高金屬去除(chú)率。同時,由於背吃刀量大,工件往複形成的次數減少,減少了換向時間及空磨時間,充分發揮機床和砂(shā)輪的潛力(lì),使生產過程更加高(gāo)效。
2.砂(shā)輪磨損小,使用壽命更長由於進給(gěi)速度較低、磨削厚度較薄,單顆磨粒承(chéng)受的磨削力較小,使得磨粒的脫落(luò)和破碎減少。同時,工件往複行程次數減少,砂輪與工件的撞擊次數降低,加上進給緩慢,減少了砂輪與工件邊緣的衝擊,使砂輪能在較長時間內保持穩定狀態。
3.加工精度(dù)穩定,表麵質量良好單顆磨粒承受的磨削力(lì)較小,因此磨削精度較高,表麵粗糙度較低。此外,砂輪輪廓形(xíng)狀保持性好,使加工精度保持穩定。較長的接觸弧長有助於衰減磨削振動,減少顫振現象,從而優化工件表麵質量,減少殘餘應力。
4.需要較大功率的磨(mó)床由於接觸麵積較大(dà),參與磨削的磨(mó)粒較多(duō),導致總磨(mó)削力較大,因此(cǐ)需要配備更高功率(lǜ)的(de)磨床,以(yǐ)滿足加工需求(qiú)。
5.磨削熱較高,需優化(huà)冷卻方式較大的接(jiē)觸麵積會導致磨削(xuē)過程中熱量增加,而較(jiào)長的接觸弧長使切削液(yè)難以進入磨削區域,因此需要采用合理的冷卻(què)方式,以降低工件表麵溫度,減少熱影響。
6.經濟性較佳,優化生產流程緩進給磨削可直接加工精鑄、精鍛毛坯,不受工(gōng)件表麵氧化皮、鑄件白口層等因素影響,減少(shǎo)毛坯加工餘(yú)量。同時,它能夠將車、刨、銑(xǐ)、磨等多個工序整合為一道工序,從而優化生產流(liú)程,減少工時,提高生產效率,因此在平麵磨床加工領域應用較廣。
7.設備投資(zī)較高(gāo)緩進給磨削對機床功率和剛性的要求較高,因(yīn)此設備投入相對較大,企業在引入該工藝時需綜合考慮成(chéng)本(běn)與效益。
總結
緩進給磨削以其高效、精密和優良的表麵質量,在高硬度材料的加工領域具有廣泛的應用前景。合理控製加工參數、優化冷卻方式,可進一(yī)步提高加工(gōng)穩定性,助(zhù)力精密製造行(háng)業的發展。
綜上所述,緩進給磨削憑借其高效、高(gāo)精度的加工能力(lì)和低表麵(miàn)粗糙度的加工效果,成(chéng)為了高效精密加工(gōng)的利器。
