

在航空航天領域,每(měi)一個零(líng)部件的精度都關乎著整個飛行器的安全和(hé)性能。其中,高精密法蘭盤作為連接飛行(háng)器各個部件的關鍵組件,其加工技術的精湛程度(dù)不言而喻。今天,就(jiù)讓我們一(yī)起走進高精密法蘭盤的加工(gōng)世界,探(tàn)尋其中的奧秘。
一、高精密法蘭盤的重要性
高(gāo)精密法蘭盤是航空(kōng)航天領域中的重要(yào)部件,其精度(dù)和穩定性(xìng)對於飛行器的整體性能至關重要。在高速、高溫、高壓的極端環境下,法蘭(lán)盤需(xū)要承受巨大的(de)應(yīng)力和變形,因此對其加(jiā)工精度和材質要求極高。
二、加工技(jì)術的挑(tiāo)戰
加工高精密法(fǎ)蘭盤麵臨著(zhe)多重(chóng)技術挑戰。首(shǒu)先,材料(liào)的選擇至關重要,需(xū)要考慮到(dào)強度、耐熱性、耐腐蝕性等多方麵因素。其次,加工過程中的精度控製是關鍵,需要采用(yòng)先進的(de)數控加工設備和精密的測量技術。此外(wài),工藝路線的規劃、刀具的選擇以及切(qiē)削參數的優化等都是影響加工(gōng)質量的重要因素(sù)。
三、先進的加工(gōng)技術與設備
為了應對這些挑戰,現代航(háng)空航天領域采用了許多先進的加工(gōng)技(jì)術和設備。例如,數控機床、激光切割、電火花加工等高精度加工技術被廣泛應用於法蘭盤的加工過程中。這些技術的應用,不僅提高了加工精度和效率(lǜ),還大大減少了人(rén)為操作的誤差。
四、質量控(kòng)製與檢測(cè)
在高精(jīng)密法蘭盤的加(jiā)工過程中(zhōng),質量控製和檢(jiǎn)測是不可或缺的一環。通過采用先進(jìn)的檢測設備和技術(shù),如三坐標測量(liàng)機、光學幹涉儀等,可(kě)以對加工後的法蘭盤(pán)進(jìn)行(háng)精確的尺寸和形位檢測,確保其符(fú)合設計要求。
五、未來展望
隨著航空航天技術(shù)的不斷發展,對(duì)高精密法蘭盤的需(xū)求將會(huì)更加迫切。未來,加工技術將繼(jì)續向更高精度(dù)、更(gèng)高效率的方向發展。同時,隨著新材料和新(xīn)工藝的不斷湧現,高精密(mì)法蘭盤的加(jiā)工將會變得更加智能化、自(zì)動化。
【數控加工與維修】航空航天高精密法蘭盤的(de)加工(gōng)
【摘要】:介紹一種高精密法蘭盤加工方法。著重分析零件的材料特性和結構特征,以及(jí)加工過程(chéng)中的影響因素。通過工藝(yì)過程優化、切削參數(shù)變更、裝夾方式改進和(hé)殘(cán)餘應力去除(chú)等措施(shī),運用不同的方法對加工過程中的切(qiē)削量和切削力進行控製,同時采用機床調整和消除(chú)振動等手段(duàn),滿足了法蘭盤零件自身的精度要求(qiú)和裝配性能,實(shí)現組件產品應有的功能。
【關鍵詞】:高精密;法蘭盤;17-4PH;影響因素;工(gōng)藝優化;精度要求;裝配性能(néng)
1.序言
圖1為法蘭盤軸承整體結構。法蘭盤是法蘭盤軸承實(shí)現小遊隙和自調心功能的重要零部件,其自身的尺寸精度和幾何公(gōng)差對整個軸承的使用功能起著決定性作用。法蘭盤內球麵的加(jiā)工(gōng)精度和安裝孔位的定位精度,直接決定了軸承的使用壽命(mìng)和性能,同時影響(xiǎng)裝配後與整個軸承的調心能力(lì)的強弱和偏轉力矩(jǔ)的大小。而調心能力、偏轉力矩和遊隙大小直接影響組件功能的實現。為了滿足法蘭盤軸承的整體(tǐ)功能需求,提高自身精度等級,設計人員對法蘭盤的機械加工提(tí)出了更加(jiā)嚴苛的要求。
空航天高精密法蘭盤(pán)加(jiā)工")
2.法蘭盤(pán)材料和結構分析
法蘭盤零件結構如圖2所示,材料為17-4PH(0Cr17Ni4Cu4Nb),屬於馬氏體(tǐ)沉澱硬化(huà)型不鏽鋼(gāng),相對於普(pǔ)通不鏽(xiù)鋼而(ér)言,其具有較(jiào)高的耐蝕性及(jí)優良的冷熱加工性能,適於製作有某些特(tè)殊使用要求的高品質產品。法蘭盤最大外徑達(dá)97mm,而最薄處壁厚僅1.4mm,同時(shí)要求平麵度0.003mm,表麵粗糙度值Ra=0.63μm。
而法蘭與(yǔ)軸承外(wài)圈的配合麵SφC 0-0.007mm,需要在滿足自身精度和表麵粗糙度值R a=0.2μm的同時,與φ(A±0.02)mm互(hù)為(wéi)基準,一起滿足定位孔φ0.02mm同軸度和位置度的包(bāo)容要求。分(fèn)析可知,大切削量條件(jiàn)下,保證各個尺(chǐ)寸的位置精(jīng)度和幾何公差是法(fǎ)蘭盤加工的(de)難點,為(wéi)滿足各個尺寸自身(shēn)的平麵度和表麵粗糙度條件,加工過程中切削參數的選擇就顯得尤為重要。
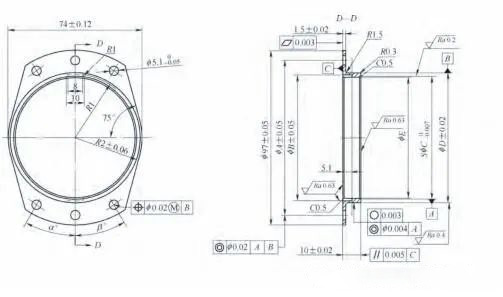
法蘭盤零件精度要求極高,尺寸相對較大,去除餘量較多(duō),壁厚較薄,剛性較差,材質易變(biàn)形,加(jiā)工製(zhì)造過程中存在合格率偏低、質量不穩定等問題,是非常典型的高精度、高要求難加工零件。
3.法蘭盤加工影響(xiǎng)因素(sù)分析
3.1產品自身形變
法蘭盤(pán)零件坯料為17-4PH馬氏體沉澱硬化型不鏽鋼,加工過程中需要切(qiē)削去除較多原材料(liào)。車削加工完畢後(hòu),剩餘(yú)的(de)產品自身內部結構變化較大,原有的應力平衡遭到(dào)破壞,工件內部殘餘應力導(dǎo)致(zhì)產品嚴重變形,尺寸嚴重超差,甚至工件報廢。
實際機械加工過程中,大量材料被切除掉,隻有較(jiào)大的裝夾力才能(néng)保證工件應有(yǒu)的剛度,而17-4PH材質剛度較差,不當的裝夾方式會造成(chéng)工件形變,並伴隨金屬材料切削過(guò)程的繼續而愈加顯著,甚至造成工件報(bào)廢。
3.2車削過程中(zhōng)產生的振動
法蘭盤為航(háng)空航天領域的高精度薄壁零件,材料(liào)在加工過程(chéng)中去除較多,同時對表麵質量要求極高。薄壁產品自身的剛度隨著車削過程的不斷進行,也一(yī)直處於(yú)不斷(duàn)變動之中(zhōng)。材料的去除過程(chéng)(包括車削和銑削加工)產生的變(biàn)形和加工振動(dòng)在不斷變化(huà),會同時(shí)導致零件的輪廓要素和中心要素的幾何精度(dù)同步變差,這也嚴重影(yǐng)響了薄壁零件整體使用性(xìng)能。
4.法蘭盤加工精度保證方法
4.1工藝(yì)路線的選擇
法蘭盤為典型(xíng)的高精度薄壁類環形兼具左(zuǒ)右(yòu)對稱和中心(xīn)對稱的零件,中間有(yǒu)幾何精度要求(qiú)較高的安裝孔,安裝麵平麵度和表麵粗(cū)糙度(dù)要求較高。如果使用傳統(tǒng)的徑(jìng)向裝(zhuāng)夾,由於零件壁厚最薄(báo)處僅1.4mm,因此(cǐ)徑向力會導致法(fǎ)蘭盤(pán)徑向尺(chǐ)寸(cùn)超差。
若在零件粗加工階(jiē)段,使用退(tuì)火處理後的棒料,將(jiāng)外徑和端麵光整後裝夾外徑,一次裝(zhuāng)夾進行(háng)內徑打(dǎ)孔和擴孔,再進行小外徑的切削,通過熱(rè)處理應(yīng)力釋放後,再進行後續零件半精加工和精加工,可以保證應力釋放條(tiáo)件下零(líng)件的加工精度;若采用磁力吸盤和定位銷釘配合裝夾的(de)方式,能夠實現軸向壓緊的無徑向力裝夾方式,可以大大(dà)減小加工過程中由於裝夾力產生的法蘭盤徑向形變,提高機械加工的尺寸精(jīng)度和幾(jǐ)何精度,保證零件加工的最終效果(guǒ)。
法蘭盤加工工藝流程:雙端(duān)麵(miàn)留1mm,其(qí)餘麵留0.15mm粗車→去應力處理→雙端麵磨削→調(diào)質處理(σb≥1050MPa)→一次裝夾精車輪廓→精(jīng)銑安裝缺口→冷(lěng)熱循環穩定處理→線切割→表麵處理→總檢入庫。
4.2加工方式方麵采取的措施
根(gēn)據法蘭盤零件的外形、材料及結構等特點,對加工過程中可能存在的影響因素進行分析,結合法蘭盤零件加工路線,對零件(jiàn)在機械加工階段的必要工藝措施(shī)進行有針對性的控製。
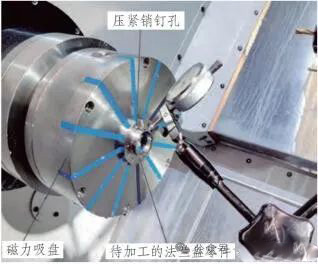
(1)應用磁力吸盤和徑(jìng)向銷釘(dìng)定位方式進行裝夾法蘭盤在精加工滾道時,采用磁力吸盤吸附、徑向壓緊(jǐn)銷釘定位(wèi)的裝夾方式(見圖3),由於能夠很好地減小零件在加工過程中承(chéng)受的徑向作用力,因此也就減小了法蘭盤零件的徑向形變,從而能夠提高機械加工的精度,尤其(qí)是同軸(zhóu)度的改善較為明顯。圖4、圖5分別為該零件在現有裝夾方式下,在機床上高速旋轉的情況下的有限元應(yīng)變和應力分析。從分析結果可以看(kàn)出,該裝夾方式的最大位移值(zhí)處在(zài)中間孔的下邊緣處,位移的最大量約(yuē)為0.1μm,夾持和(hé)旋轉在滾道(dào)內側共同產生的應(yīng)力僅為0.74MPa,由(yóu)此(cǐ)可以得(dé)出結論:該裝夾方式對精度(dù)影響(xiǎng)很小。
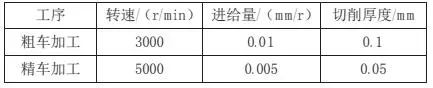
(2)加(jiā)工機床(chuáng)、刀具及切削(xuē)用量的選擇該產(chǎn)品原材料(liào)為17-4PH馬氏體沉澱硬(yìng)化型不鏽鋼,為了保證良好的切削性能,粗車(chē)後對產品進行調質熱處理,經過調質後的零(líng)件硬度為32~34HRC,屬於“硬車(chē)”的範疇。這有(yǒu)利於提高零件的表麵質量和加(jiā)工精度,進而實現以車代(dài)磨的目的(de)。
本次采用的是加工精度較高的硬車專(zhuān)用設備(bèi),並配備專用的磁力吸盤,吸(xī)力大小能夠通過線圈電流大小進行節。
切削用量選(xuǎn)擇(zé)見表1。
4.3加工過程(chéng)采取的措施(shī)
(1)加工過程和切削餘量的選擇從零件自身的特點進行分析,由於零(líng)件為不完整(zhěng)的環形,因此為了保證加工過程中旋轉工件的穩(wěn)定性和減小振動值,先精(jīng)車法蘭盤各部位至成(chéng)品尺寸,再加工(gōng)銷釘孔和安裝缺口,最後通過線切割去除75°以外的(de)環形餘(yú)量,既避免(miǎn)了斷續車削(xuē)帶來的振(zhèn)動和刀具破損,同時又能在(zài)切割餘量(liàng)去除(chú)前加工出銷釘孔進行徑向限(xiàn)位。為保證(zhèng)加工效率和加工精度,均衡考慮,在粗加工後進行淬火和高(gāo)溫回火(調質處理),在滿足(zú)產品力學(xué)性能要求的同時,提高硬車削的表麵質量。考慮到變形和切削效率的雙重因素,經多批次工藝試驗比對,將硬車削餘量控製在0.5~1mm。尤(yóu)其是在精加(jiā)工內球麵SφC時,既要保證Ra=0.2μm的表麵粗糙度和0.002mm的圓度,又要保證切削餘量在0.2~0.8mm。法蘭盤待精車狀態如(rú)圖6所示。
(2)加工殘餘應(yīng)力的去除法蘭盤零件在粗加(jiā)工後,內部會產生很大的殘餘應力,一方(fāng)麵影響材料的(de)屈(qū)服強度,另一方麵由於應力釋放而影響後續工序的加工(gōng)精度。由於如果(guǒ)不去除殘餘應力,則在其緩慢釋放的過程中,會對產品整體的性能造成很大的影響和(hé)危害,因此在大量去除材料(liào)後,應及時進行去(qù)應力熱處理,在精加工後進行冷熱循環處理,通過深冷和熱循環保證材料組織的穩定性。經過冷熱循環後,能有效去除殘餘應力以穩定尺寸,同時還能夠強化法蘭盤自身的結構,提高後續表麵處(chù)理的合格率,保(bǎo)證產品的尺寸精度和(hé)幾何精度,以確保最終的加工質量。圖7、圖8分別為相同倍數下(xià)應力(lì)去除前後材料的組織成(chéng)分。
(3)加工過程的振動強度控製薄壁件加工精度和質量的重要影響因素為切(qiē)削振動強度。加工過程中通過增加輔助支撐,使工件剛度增大,切削力(lì)更加平衡。抑製加工振動是保證加(jiā)工質量的重要方(fāng)法。加工過(guò)程中,提高吸盤的(de)電磁吸力,使法蘭盤大端麵能夠更加緊密地貼在(zài)磁力吸盤上,以提高整(zhěng)體剛度。經(jīng)調整後多(duō)次試切,采用非磁性刀具,配合高濃度的切削液,法蘭盤機械加工精度可以(yǐ)顯著提高。
5.結束語
本文介紹了法蘭盤零件的加工方法,針對零件的材料和(hé)結構特(tè)點,以及加工過程中的(de)影響因素,采取有效的工藝改(gǎi)進措施。通過裝夾方式的改進,采(cǎi)用磁力吸盤配合軸向定位銷安裝工件,避免徑向裝夾力。通過試切加工對比,選用適當的切削用量,降低因裝夾應力和切削(xuē)應力對工件產生的變形影響。通過熱處理工(gōng)藝調整,粗加(jiā)工和調質處理後進行精加工,不僅提升零件硬度,滿足產(chǎn)品力學性(xìng)能要求,而且增強薄壁零件的自身剛度,在高(gāo)速硬車削狀態下,能夠(gòu)顯著提高表(biǎo)麵(miàn)質(zhì)量和加工質量;通過調整加工過(guò)程中的切削餘量,合理(lǐ)分配尺寸公差,保證零件(jiàn)加工精度;通過增加(jiā)磁力吸盤的線圈(quān),增大吸附力並(bìng)提高工件剛度,消除(chú)因設備振動對零件精度的影響。
以上加(jiā)工方法同樣適用於相近材料(9Cr18、9Cr18Mo和2Cr13)的法蘭盤類零件,為此提供了實用(yòng)的參(cān)考(kǎo)和借(jiè)鑒。因裝夾力導致的形變問題,可借鑒文中磁力吸盤配合定位銷的裝夾方式;因切削量較大導致的零件變形,可借鑒文中(zhōng)去應力退火和冷熱(rè)循環相結合的熱處理方式;外形不規則或者異形法蘭盤零件,可采用車(chē)削加工完畢後再進行輪(lún)廓線切割的加工方式,避免斷續切削造成的振動和刀具破損,從而保證加工精度。
結語
高精(jīng)密法蘭盤作為航空航天領域的關鍵部件,其加工技術的精湛程度直接關係到飛行器的安全和性能。通過不斷的技術創新和設備升級,我們相信未(wèi)來的高精密法(fǎ)蘭盤(pán)加工將會更加精細、高效,為航空航天事業的(de)發展貢獻更大的力量。
