

航空發動機柱塞泵球麵,離(lí)高精密加工隻差一步!
#美麗新妝:高精密加工的終極奧秘(mì)揭秘(mì)!噓!
今(jīn)天我要分享一個絕對(duì)不能錯過的秘密!你知道嗎(ma)?離高精密加工隻(zhī)差一步!想(xiǎng)象一下,當(dāng)你的創意和設計即將變成完美的現實,是不是令人心潮澎湃?那麽,快跟我一起揭開這個(gè)神秘的麵紗吧!高精密加工,可以說是現代工藝中(zhōng)的瑰寶,它將你的創意提升到了一個全新的境界。每一步都需要精準的掌握和細致的操作,它就像一門藝術,需要你用心去感受和(hé)體(tǐ)驗。而現在,我要告訴你的是,離這(zhè)個夢(mèng)想隻差一步(bù)!想象一下,當你的設計從紙上躍然紙上,精準到仿佛是魔法般的存在,是不是令人心動不已?而這一切,離你隻有一步之(zhī)遙!別再猶豫了(le),抓住機會,讓你的創(chuàng)意從此不再受限!有了高精密加工(gōng)的加持,你的作品將煥發出無限的魅力和精致感。無論是珠寶設計、模型製作還是工藝品創作,它們都能在你的指(zhǐ)尖上煥發出(chū)絕美的光芒。這是(shì)一種改變(biàn)的時刻,一種超越(yuè)常(cháng)規的體驗!你準(zhǔn)備好迎接(jiē)挑(tiāo)戰了嗎?所以,不要停留在過去,不要局限於現有(yǒu)的可能性。這一步,是你追求卓越的關鍵。抓住機會,一起踏上高精(jīng)密加工的征程吧!讓我們一同見證創意的力量,讓每一個設計都成為獨一無二的傑作!
01
序言
球麵配合作為飛機零部件一種典型的摩擦副,涉及(jí)零件較(jiào)多,常見於柱塞滑靴、球擋支座、球擋保持架等零件中,傳統工藝路線中,無論是外球麵還是(shì)內球麵,多以手工研磨作為最終(zhōng)的(de)精加工工序(xù),而手工研磨存在效(xiào)率低且質量不穩定(dìng)等缺點,成為精加工過程的瓶頸。同時,零件球麵配合的精密級別會影響(xiǎng)流量和壓力(lì)等性能指標(biāo),甚至兩者之間的磨損會降低(dī)整(zhěng)泵的效(xiào)率和壽命(mìng),因此球麵加工方法(fǎ)至關重(chóng)要。球(qiú)麵加工工藝流程為“粗加工→熱(rè)處(chù)理→(半精(jīng)加工)→精(jīng)加工”,本文(wén)主要針對航空發動機柱塞泵的一些典(diǎn)型球麵結(jié)構(gòu)和幾種常用的精加工方法進行分析。從球麵加工的幾種方法入手,分(fèn)別對車削、銑削、磨削和研(yán)磨工藝進行分析比較和客觀評價。
02
車削
利用數(shù)控車床(chuáng)進行球麵(miàn)加工的時候,通常采用軌跡法,即通(tōng)過數控宏程序或點位編程確定加(jiā)工軌跡,從(cóng)而實現球麵加工,通常(cháng)要求機床具有較高的精度。
數控車床加工球麵一般用於銅製零件,應用最為廣泛的是(shì)球擋(dǎng)類零件,材料QSn7-0.2,此類零件(見圖1)球徑公差一般在0.015mm以內,表麵粗糙度值Ra=0.4μm,由於後(hòu)續球麵作(zuò)表麵熱處理,因此(cǐ)隻對塗前加工作出要求。
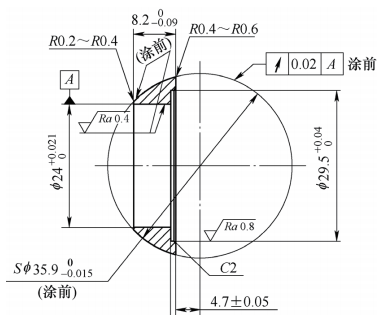
圖1 零(líng)件
刀具選擇:金剛石刀片刀尖強(qiáng)度高,耐磨性及抗(kàng)崩損(sǔn)性好,切削效果優異,可實現穩定(dìng)、長壽命加工,適(shì)用於鋁合金、黃銅等有色金屬、塑料(liào)的高速加工以及硬質合金的車削加工。刀尖采用35°菱形刀片,刀(dāo)尖圓角R(0.1~0.2)mm。
精車時轉速一般控製(zhì)在2000r/min,進給量0.015mm/r,通常半精車為精(jīng)車工序留有(yǒu)加工餘(yú)量0.05~0.10mm,零件表麵粗糙度值Ra一般可控製在0.4μm以內。
此(cǐ)類零件加工後零件表(biǎo)麵粗糙(cāo)度雖然符合要求,但車工紋路明(míng)顯(xiǎn),後續可以通過光整工序,將零件(jiàn)表麵粗糙度值Ra降低至0.1μm。
03
銑削
使用銑刀銑削(xuē)球麵(miàn),銑刀與零(líng)件同時(shí)旋轉,同時銑刀的旋(xuán)轉中心與零件的旋轉中心相交於一點(diǎn),銑刀在零件表麵(miàn)形成的軌跡就是球麵的一部分,一般使用端麵銑刀和球頭銑刀,或通過使用無坐標加工(gōng)中心等多軸聯動設備實現(xiàn)銑削球麵,但是該方法對(duì)刀具和(hé)機床精度要求比較高,一(yī)般生產車間應用比較少。
04
磨削
球麵磨削方法[1]的應用比較廣泛,主要有軌跡法、展成法、成型法三種。
4.1軌跡法磨削
軌跡法磨削(見圖2)本質上是磨具與工(gōng)件成線(xiàn)接觸,接觸線沿球(qiú)麵輪廓移動完成整個球麵的(de)磨削。
圖2 軌跡法(fǎ)磨削(xuē)
1)磨具:扁平型砂(shā)輪或將砂(shā)輪(lún)修成尖形或半圓形。
2)安裝:零件裝夾在心軸上,使用對頂磨削方式,其連線與零件心軸同軸且與砂輪(lún)軸平行。
3)運動:砂輪起動後高速旋轉,零(líng)件與心軸低速轉動,同時圍繞另一垂直的(de)球心線來回往複轉動。隨著砂(shā)輪的進給,展成磨削出球麵[2]。
4)特點:①適應較(jiào)大直徑或較寬的球麵磨削。②磨(mó)削抗力小。③球(qiú)麵(miàn)輪廓精度決定於數控機床(chuáng)的定(dìng)位精度、運動精度和砂輪的形狀精度及係統的輪廓跟隨精度。④同一規格的砂輪(lún)可以磨(mó)削任何規格尺寸的球體,磨料用量少,投資小,經濟性好。但砂(shā)輪與零件為線接觸,磨削效率低,不適合球體的批量化和規模化生產。
4.2展成法磨削
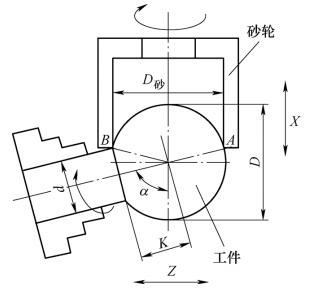
展成(chéng)法磨削(見圖3)球(qiú)麵又(yòu)稱為範成法,此方法要求機床至少具備1個直(zhí)線進給X軸和1個帶動工件轉(zhuǎn)動的C軸。

圖3 展成法磨(mó)削
1)磨具(jù):杯(bēi)形砂輪或(huò)碗狀砂盤(以(yǐ)下統稱為砂(shā)輪)。
2)安裝(zhuāng):砂輪旋轉軸心線和工件旋轉(zhuǎn)軸心線成α角(jiǎo),交點為被(bèi)加工球體的球心。
3)運動:砂輪繞磨頭主軸軸心線高速(sù)轉動,工件(jiàn)繞軸心線單方向低速轉動,隨著磨頭的工進磨削出整個(gè)球麵。
4)特點:磨削效率高(gāo),精度高、表麵粗糙度好是這種磨削方式的顯著優點。球麵的規格若有變化,砂輪尺寸就需要變化。這種方式適合大批量生產球形零件的場合,經濟性較差。展成法磨削時,砂輪直徑大小與工件球麵大小尺寸有(yǒu)關,如圖4所示(shì),L≤D砂(shā)≤(D2-d2)1/2,其中D為球麵直徑(mm),d為心軸直徑(mm),L為圓球厚度(mm),D砂為杯形砂輪直徑(mm)。
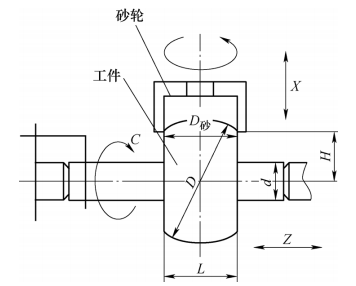
圖4 磨削示意
整個磨削過程,砂(shā)輪(lún)軸線中(zhōng)心(xīn)必須通(tōng)過(guò)工件球心。並且,最終進給位置(zhì)尺寸H與杯形(xíng)砂輪內直徑D砂及工件球形(xíng)直徑D的幾何尺寸關係為H=(D2-D砂2)1/2/2,通過(guò)調節H值,即可實現磨削不同(tóng)直徑的球麵工件。同理,根(gēn)據首件(jiàn)加工後的球徑(jìng)值可推導出進給量∆H值(zhí),即∆H=[(D12-D砂2)1/2-(D2-D砂2)1/2]/2。
如果加工的零件是1/2球麵或大於1/2球麵,就必須把零件與砂輪(lún)調整成一定(dìng)的角度,如圖5所示。
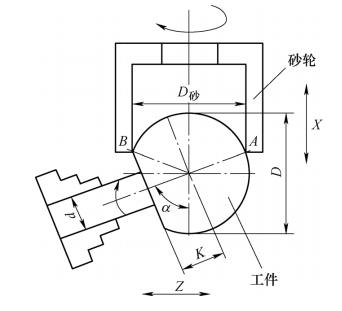
a)第一種情況(kuàng)
b)第二種(zhǒng)情況
圖5 磨(mó)削情況分析
杯形砂輪直徑D砂=[D(D/2+K)]1/2,工件球徑大於半圓時K為正值,小於半圓時K為負值。杯形砂輪最大內徑D砂={D[D+(D2-d2)1/2]/2}1/2。砂輪軸線(xiàn)與球麵(miàn)工件軸線(xiàn)對應夾角α=arcsin(D砂/D),α的選擇範(fàn)圍為arcsin(1/2+K/D)1/2≤α≤arcsin{[D+(D2-d2)1/2]/(2D)}1/2。
從上文可(kě)以看出,砂輪在磨(mó)削球麵時,砂輪直(zhí)徑取(qǔ)值是(shì)在一定的範圍內,砂輪線速度(dù)能夠正常磨(mó)削零件,並且不能與機床零部件產生幹涉,最大限度選擇砂輪內徑D砂(shā),切削液可以從零件側麵(miàn)進入砂輪內孔,可以最(zuì)大程度上(shàng)起到冷卻效果。為延長砂輪(lún)磨削壽命,一般情況需要將杯形砂輪內孔修成(chéng)斜麵。
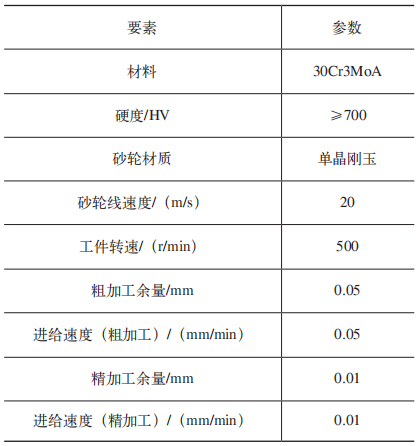
砂輪的內孔用金剛石修整。磨削外球麵(miàn)時,砂輪(lún)孔徑可選計算值稍小一些,以便精確修整到(dào)要求的尺寸。砂輪宜選用較軟的砂輪(K級、L級),vs取15~20m/s,vW取1~5m/min,粗磨時ap=0.02~0.04mm,精磨時ap=0.002~0.005mm。展成法磨削柱塞球麵加工參數見表1。
加工時,應保(bǎo)證砂輪軸線與工件(jiàn)軸線(xiàn)等高(gāo),以(yǐ)保證加工球麵的圓度,加工後(hòu)的紋(wén)路呈交叉網紋。當零件表麵(miàn)呈凹凸狀花紋時,表明砂輪中心高於或低於工件中心。
表1 展成法磨削柱塞球(qiú)麵加工參數
內圓磨削和外圓(yuán)磨(mó)削的方法類似,計算方式也相同。
4.3成型磨削
成型磨削(xuē)[3]就是將(jiāng)砂輪修成圓弧形狀,砂輪修整成(chéng)凹球形,零件為凸球形(xíng),且砂輪球形與零件球(qiú)形直徑相等,如圖6所示。
1)磨具:成(chéng)型砂輪(lún)。
2)運(yùn)動:在磨削過程中,工件按C向轉動,砂輪(lún)高速回轉,並且沿X軸進(jìn)給,不能在Z軸上移動。
3)特點:①砂輪的寬度必須大於零件的厚度。②砂輪磨削寬度越大,零件磨削阻力就越大。③零件輪廓度的精度,取決於砂輪的形(xíng)狀(zhuàng)精度和機床進給的位置精度。④通常情(qíng)況下(xià),一(yī)種零件對應一種(zhǒng)成型砂輪,均為專用。⑤磨削過程中,砂輪和零件均不能在Z方向上移動,加工(gōng)完成後,零(líng)件的表麵粗糙度值比較大。
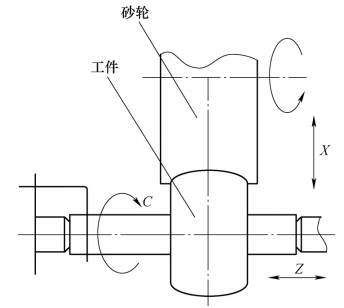
圖6 成型磨削示意
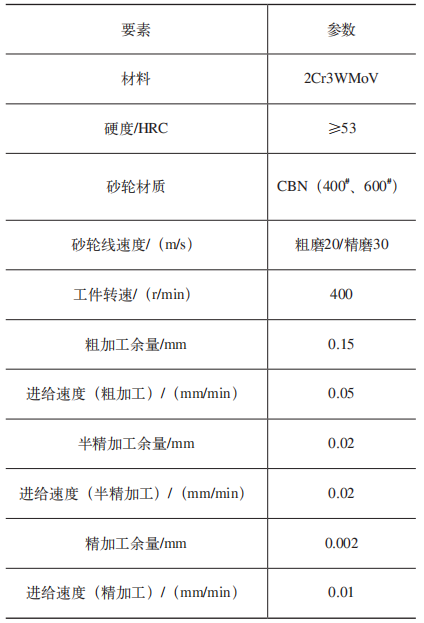
成型磨削,零件的球麵直徑(jìng)不能過大,比較適合小球麵(miàn)的磨削[4],機床X軸的進給精度要求高,該方法磨(mó)削效率(lǜ)高,適合大批生產。由於成型磨削一般要求將工件型麵一步加工完成,所以砂輪一般采用CBN材質的砂輪(lún),材質較硬,砂輪磨損小,磨削後的表麵質量較高,對於高(gāo)硬(yìng)鋼,其表麵粗糙度值Ra通常可以保證在0.1μm以內。成型磨削柱塞球麵(miàn)加工參數見表2。
05
研磨
研磨主要是針(zhēn)對高精(jīng)球麵加工采用的一種方法,通(tōng)常球麵要求有較優的輪廓度及尺寸公差。一般研(yán)磨方法(fǎ)可分為手工(gōng)研磨和(hé)機械研磨。手工(gōng)研(yán)磨球麵的勞(láo)動量大,且效率低,加工精度不(bú)穩定。零件輪廓度由研磨球和零件的相互(hù)運動決定(dìng),如果有(yǒu)較高的精度要求,就需要頻繁調整。當研磨球表麵積大於零件被加工表麵積時,零件的輪廓度取決(jué)於研磨球本身,而研磨球(qiú)比零件硬度低,消耗(hào)量比較大,一般每件零件需要使用(yòng)1個或多個研磨球(qiú),成本(běn)較高。
機械研磨加工原理與磨削類似,不同的是研磨時所用器具由砂輪改成了鑄鐵研具或裝有軟磨條的磨(mó)條頭。具有(yǒu)以(yǐ)下特(tè)點:①因為研(yán)磨球一般使用鑄鐵材料,且手工(gōng)研磨,磨削力較(jiào)小,所以加(jiā)工(gōng)過程產生的變形(xíng)較小,可以達到較高的精度。②研磨方法加工的零件表麵耐蝕性和(hé)耐磨性能好。③可以根據研具的形狀(zhuàng)加工不同形狀的零件。④操作簡單,不需要複雜的機床。⑤可以加工(gōng)各種材料的零件,也可以有較高的精度要求。
06
結束語
航空發動機柱塞泵零件的球麵結構很多,如保持架(jià)外球麵、保持架內球麵、球擋鋼球麵、球擋銅球麵、滑靴內球麵、柱塞外(wài)球麵和(hé)支座內球麵。本文通過對此類典型零件進行車削、銑(xǐ)削、磨削及研磨等工藝試驗,摸(mō)索(suǒ)出合適的球(qiú)麵加工方法,並發揮(huī)磨(mó)削加工的優勢,使用機械研磨替代手工研磨(mó),提高球麵加工(gōng)效率,縮短加工周期,保證最終產(chǎn)品的質量穩定性。
參考文獻:
[1]李文學.陶瓷(cí)剛玉磨料的製備工藝及其性(xìng)能(néng)研究[D].天津:天津大學,2009.
[2]楊曉傑.球麵磨削工(gōng)藝探討[J].紡織器材,2020,47(3):13-14.
[3]周(zhōu)旭(xù)光,閻秋生,孔令葉.軸對稱非球(qiú)麵(miàn)磨削(xuē)加工中砂輪均勻磨損研(yán)究[J].金(jīn)剛石與磨料磨具工程,2017,37(2):36-40.
[4]張宇(yǔ).球麵磨削技術的研究與探討[J].機床與液壓,2015,43(22):28-30,60.
本文(wén)發表於《金(jīn)屬加工(冷加工)》2023年第10期42~44頁,作者:中國航發(fā)北京航科發動機控製係統科技有限公司(sī)王濤,孫思貴,原(yuán)標題:《航空發動機柱塞(sāi)泵球麵的精密加工方法》。
#高精密加工#創意設計#細致感#挑戰自我#創意改變生活編輯:www.91精密加(jiā)工http://www.artisan-tek.cn/
原文來源:
